

درختی را بریدند که زیرش آرمیدند !! ، توجه مهندسین ناظر سازه به مقطع معادل میلگردها در مقاطع بتنی ، چگونگی برخورد مهندسین ناظر سازه با پیمانکاران اسکلت فلزی و بیان اهم نکات جوشکاری به آهنگران جهت تسلط روانی بر آنان
متن پیش روی برگردان فایل صوتی است که به همت گروه نگارش آماده و در اختیار شما قرار گرفته است.
مرجع حقوق مهندسی ایران همیار و همراه جامعه مهندسی ایران
در جلسه قبل توضیح دادیم که چگونه می توانیم بر آرماتوربند و جوشکار اسکلت و دیگر پیمانکاران تسلط روانی پیدا کنیم. یکی از معضلاتی که در رابطه با آرماتور بند ها وجود دارد این است که در ابتدای کار لیست درستی از آرماتورهای مورد نیاز را برای خرید به مالک نمی دهند. در اینجا وظیفه مهندس ناظر سازه است که به آرماتوربند و مالک و در صورتی که ساختمان مهندس مجری ذیصلاح داشته باشد ؛ در خصوص برآورد درست لیست آرماتور ها تذکر دهد تا درموقع آرماتوربندی مثلاً فونداسیون با کمبود میلگرد مواجهه نشوند. البته قابل ذکر است چون آرماتور را میتوان به صورت مقطع معادل درآورد؛ می توان دراین خصوص برای قسمت هایی که آرماتور با کمبود مواجه شده است مقطع را معادل سازی کرد .
- یکی از مشکلات مهندسین ناظر سازه در حین اجرای اسکلت فلزی ، جرو بحث کردن با جوشکار اسکلت میباشد. مهمترین بخش در نظارت سازه، تعامل درست مهندس ناظر سازه با جوشکار اسکلت می باشد . این نکته قابل ذکر است که به طور کل جوشکار و آهنگر خوب و با وجدان فعلاً از مادر زائیده نشده است چرا؟پاسخ این سئوال این است که اگر جوشکار اسکلت و آهنگر؛ درست کار کند ورشکسته خواهد شد پس به ناچار مجبور است که راه کج را انتخاب کند .این وظیفه مهندس ناظر است که روی این افراد اثر مثبت داشته باشد . این گروه به صورت ژنتیک با نقش بازی کردن ،عادت به کم کاری و دروغ گفتن دارند و کار را ناقص تحویل می دهند. همانطور که در جلسه قبل هم عنوان کردیم جماعت آهنگر و جوشکار در صنعت ساختمان مدال طلا و رتبه اولِ مکر و حیله و……. را به خود اختصاص داده اند.
- در جلسه گذشته سناریویی را درخصوص زلزله برای شما شرح دادیم که این سخنرانی در جمع پیمانکاران مانند یک آمپولی روانشناختی است که ناظر همیشه باید آن را همراه خود داشته باشد و در مواقع لزوم آن را به رگ جوشکاران اسکلت تزریق نماید. بعد از اجرای فونداسیون و قبل از شروع جوشکاری اسکلت ، مهندس ناظر باید تمام مراحل و سخنرانی که در جلسه قبل شرح دادیم را برای اکیپ جوشکار و مالک و سازنده ، طی نماید تا کمی حس وجدان و آدمیّت در این جماعت بیدارشود.
لازم است این مطالب را هم به مالک درحضور جوشکار عنوان نمائید و به مالک بگویید که در قراردادش با جوشکار اسکلت دوشرط را قید نماید :
شرط اول : تسویه حساب نهایی با جوشکار و آهنگر اسکلت فلزی منوط به تائید نهایی اسکلت اجرا شده شامل مقاطع و جوشها؛ توسط مهندس ناظر سازه می باشد
شرط دوم اینکه : 10 تا 15 درصد از دستمزد آهنگر به عنوان سپرده حسن انجام کار نزد صاحب کار باقی میماند و این مبلغ موقعی آزاد می شود که تک تک سقف ها اجرا و کامل شده باشند.
مهندس ناظر سازه بعد از اجرای هر سقف باید مرحله به مرحله جوش های هر طبقه را کامل بازدید کرده و در صورت وجود نواقص جوشکاری باید مراتب را به مالک و جوشکار اعلام نماید. پیشنهاد می گردد در حین بازدید از جوش های اسکلت فلزی، برای علامت گذاری جوشهای معیوب که بعداً پیدا کردن آن برای بازدید نهایی آسان باشد از ماژیک های صنعتی با رنگ سفید استفاده شود که به راحتی پاک نمیشوند. تصویر این ماژیک در زیر ارائه شده است.

این احتمال وجود دارد که پیمانکار اجرای سقف به دلیل توقف کار برای رفع نواقص جوشکاری؛ به دلیل دیر حاضر شدن آهنگر در محل کار برای رفع نواقص؛ به مالک و ناظر سازه معترض شود که نمیتواند به دلیل وجود نقص جوشکاری کار اجرای سقف ها را به دلیل هزینه بالای دستمزد کارگر و موارد دیگر متوقف نماید. بنابراین ناظر سازه باید به مالک و صاحب کار این نکته را متذکر گردد که در حین انعقاد قرارداد با آهنگر، این جمله را در قرارداد اضافه نماید که چنانچه مهندس ناظر در بازدید هر یک از سقف ها نواقصی درجوشکاری مشاهده کرد ؛ آهنگر و جوشکار فی المجلس و در همان روز تماس مالک با وی ، باید برای رفع نواقص جوشکاری در محل پروژه حاضر شود و اگر تاخیر داشته باشد به ازای هر روز تاخیر ، دستمزد یک روز پیمانکار سقف کار و کارگران وی از محل سپرده حسن انجام کار آهنگر کسر و به اکیپ سقفکار پرداخت خواهد شد و آهنگر حق هیچگونه اعتراضی نخواهد داشت .
این جمله باید به صراحت در قرارداد قید شود و باید معنی و مفهوم آن برای آهنگر شرح داده شود تا کامل تفهیم گردد.
- یکی دیگر از موضوعات بسیار مهم که باید به کرّات چه به صورت شفاهی و چه مکتوب به مالک و صاحب کار تذکر داده شود ؛ موضوع درآوردن لیستو فرم آهن آلات مصرفی است.این لیست توسط جوشکار به مالک اعلام می شود . ناظر سازه همان روز اول که تذکرات لازم را به همه می دهد موضوعی را که باید به عنوان موضوع سوم به مالک و آهنگر تذکر دهد ارائه درست لیست پروفیل ها و آهن آلات و نبشی ها و ورق های مورد نیاز از طرف آهنگر به صاحب کار می باشد که باید این لیست بدون کم و کسری و عیب و نقص بوده و کامل باشد. این سه موضوع را باید در روز اجرای سناریو و سخنرانی که در مورد زلزله در جلسه قبل گفتیم را هم باید به عوامل اجرایی گوشزد کنید تا در همان روز اول حساب کار، دست پیمانکار جوشکاری اسکلت و صاحب کار بیاید. یکی از معضلات بسیار مهم در امر جوشکاری اسکلت ؛ متاسفانه ورق اتصالات بادبندی ها می باشد. در نقشه ها این ورق اتصالات به صورت ذوزنقه ای ارائه شده است اما آهنگر لیست آن را به صورت مربعی اعلام می کندو صاحب کار هم اقدام به خرید ورق مربعی می کند .
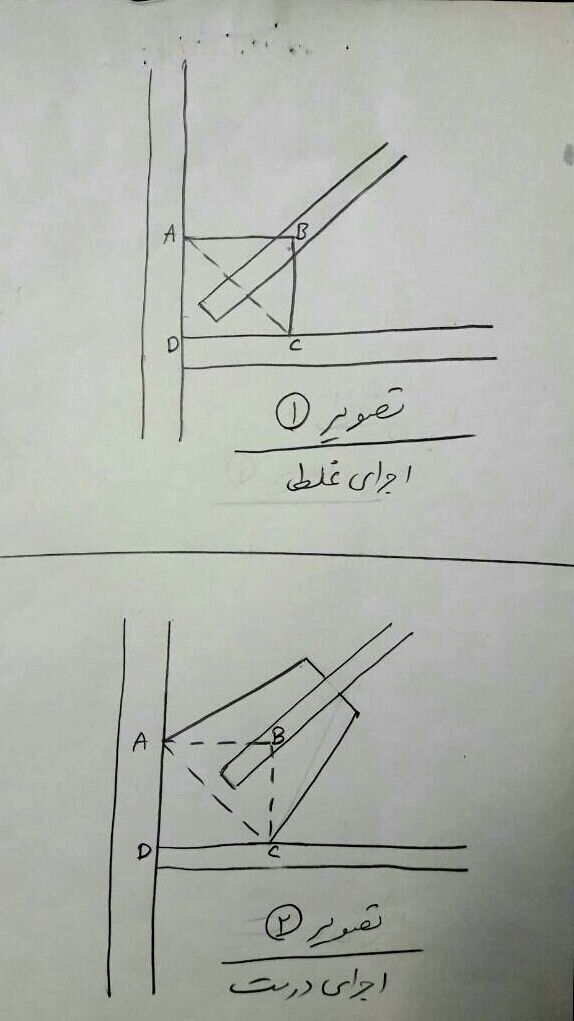
شکل صفحه بعد را باید درحین اجرای کار برای عوامل اجرایی تشریح و تفهیم کرد . در تصویر انتهای صفحه شکل 1 اجرای بادبند یک اتصال غلط گیرداربا طول جوش کم می باشد زیرا پروفیل بادبند در پشت خط فرضی AC قرار گرفته است که اکثراً جوشکاران به اشتباه آن را اجرا می کنند و اتصال را گیردار می کنند. اما در شکل شماره 2 اتصال؛ مفصلی عمل میکند و این نوع اتصال صحیح میباشد.اتصال اشتباه که گیردار می باشد درشب زلزله باعث تغییر شکل و قلوه کن کردن ستون و تیر می شود پس اتصال باید در بادبند به صورت مفصلی و مطابق شکل شماره 2 اجرا گردد و حتماً ورق اتصال بادبند باید به شکل ذوزنقه باشد.
- همانطور که توضیح دادیم موضوع ورقهای ذونقه ای در اتصال بادبندی ها ، بحث بسیار مهمی است و حتماً مهندسین ناظر سازه باید به این نکته توجه خاصی داشته باشند .در یکی از پروژههای تحت نظارت که در ابتدا به آهنگر در مورد ورق های بادبندی که باید به شکل ذوزنقهای باشد، تذکر دادم .اما متاسفانه در زمان تهیه و نصب ، ورقها بصورت مربعی بود و بعد از مشاجره و بحث با آهنگر و عدم حصول نتیجه مناسب ، با صاحبکار شروع به صحبت کردم و صاحبکار را مجاب کردم که آهنگر را مجبور به تعویض ورقهای مربعی نماید. باید شما به عنوان ناظر با زبان بتوانید صاحبکار و آهنگر را کاملاً مجاب کنید.
- از معضلات بسیار مهم در امر جوشکاری این است که جوشکاران فکر می کنند که مهندسین ناظر هیچ گونه اطلاعاتی در امر جوشکاری ندارند .در اینجاست مهندس ناظر باید بعد از موضوع سخنرانی در خصوص زلزله و بحث موضوعات مطروحه در قرارداد ؛ موضوع سومی را در حضور آهنگر عنوان نماید تا بتواند تسلط روانی کاملی بر وی پیدا کند . در ابتدا توصیه می کنیم که مهندسین ناظر سازه حتماً همیشه به همراه خود یک عدد ماسک جوشکاری داشته باشند.
موضوع سومی که بعد از سخنرانی در خصوص زلزله و مباحث قرارداد باید عنوان کنید پرسیدن شماره و نوع الکترود از آهنگر می باشد. باید در این خصوص مهندس ناظر سازه، اطلاعات و داشته های خود را طوری به رخ آهنگر بکشد که از نظر شخصیتی و روانی تحقیر شده و او را به زیر سلطه کاری و تجربه خود در بیاورد.مهندس ناظر با دادن اطلاعات درخصوص انواع الکترود های مصرفی در ساختمان ، باید به وی بفهماند که از نظر تجربه و سواد از او برتر بوده و اطلاعات کاملی دارد . مثلاً باید انواع الکترود های مصرفی در ساختمان شامل :E6010 و E6013 و E7018و E7024 را به وی معرفی نماید تا بتواند تجربه و سواد خود را به وی بقبولاند. همچنین باید به وی بفهماند که به هیچ وجه نباید از ترانس برای جوشکاری استفاده نماید و باید از دینام و رکتیفایر و دیزل برای جوشکاری استفاده کند و حتماً بایدبه وی اعلام کند که قطبیت هر کدام از این الکترود ها با هم متفاوت است .
الکترود E6010و E7018باید حتماً به قطب مثبت دستگاه متصل شوند .اما الکترودE6013 و E7024را می توان هم به قطب مثبت و هم به قطب منفی دستگاه متصل شوند. الکترود E7018 را باید قبل از استفاده در آون یا گرمخانه تا 300درجه سانتیگراد حرارت داد سپس استفاده شود .
- همچنین باید با اعتماد به نفس کامل انواع حالت های جوشکاری شامل جوش تخت ، جوش افقی ، جوش قائم و جوش سربالا یا سقفی را با توضیح اینکه هر یک از این الکترود ها برای چه حالتی استفاده می شوند را کامل توضیح داد.
الکترود E6010بسیار مناسب برای حالت جوشکاری قائم می باشد .الکترود E6013 برای حالت سربالاو سقفی بسیار مناسب می باشد. موضوع بعدی که باید به جوشکار متذکر شوید رعایت فاصله 3میلیمتری بین الکترود و قطعه میباشد و نباید دست لرزش داشته باشد زیرا باعث ضعف مقاومت در کشش جوش می شود. حتماً باید به جوشکار درخصوص پاکسازی گل جوش تذکر داده شود بطوری که برای اجرای پاس های مختلف ؛ گل جوش پاس قبلی، کاملاً پاکسازی گردد و نباید جوشکاری روی گل جوش پاس قبلی انجام شود زیرا عیب حبس سرباره در جوش به وجود می آید. جوشکاری در باد و باران و در رطوبت زیاد هوا ممنوع می باشد زیرا اکسیژن زیاد وارد فرایند جوشکاری شده و ایجاد تخلخل و نهایت ترک و ورود هیدروژن به مقطع جوش می شود. جوشکار حق ندارد قبل از جوشکاری الکترود را خم نماید زیرا باعث شکستن و ریختن گل روی الکترود می شود. همانطور که میدانید گل روی الکترود تولید گاز محافظ کرده و از حوضچه مذاب محافظت می کند .
- بحث مهم بعدی که درجوشکاری باید به آهنگر و عوامل آن تذکر داده شود بحث آمپر دستگاه جوشکاری می باشد. باید به آهنگر تذکر داد که حق ندارد آمپر دستگاه را برای اینکه سرعت جوشکاری زیاد شود بالا ببرد زیرا مقطع جوش دچار سوختگی شده و پاشش اتفاق می افتد. سوختگی جوش و پاشش جزء عیوبی است که در بازدید چشمی به راحتی قابل تشخیص می باشد . وقتی جوشکار آمپر را بالا می برد مجبور است فاصله الکترود با مقطع را زیاد کند و درنتیجه سرعت جوشکاری بالا رفته و جوش دچار سوختگی می شود بنابر این بالا بردن آمپر به هیچ عنوان مجاز نمی باشد از طرفی پایین بودن آمپر هم ایجاد قوس الکتریکی را به تاخیر انداخته و جوش ناقص انجام می شود .
از طرفی باید به جوشکار تذکر داد که در دمای زیر 5 درجه سانتیگراد حق جوشکاری ندارد و اگر قصد چنین کاری را دارد باید قطعه را پیش گرمایش کرد . یعنی با دستگاه هوا برش قطعه را گرم و داغ کرد سپس جوشکاری انجام شود زیرا باعث ترک درجوش می شود . همچنین الکترود را باید در جایی انبار کرد که رطوبت جذب نکند درصورتی که الکترود خیس شود باید آن را در دمای 150 درجه سانتیگراد در گرمخانه ، حرارت داد تا رطوبت آن از بین برود .
نکات فوق از نکات بسیار مهمی است که باید ضمن رفاقت با آهنگر و جوشکار ومالک؛ بتوان موارد فوق را به آنها فهماند و دیکته کرد. وباید بفهمند که نسبت به شما بی سواد هستند و این مهم صورت نخواهد گرفت مگر اینکه شما قبل از نظارت ، پیمانکاری کرده باشید و به اندازه کافی تجربه کسب کرده باشید .







{kind=link}
{kind=link}